







發(fā)表時(shí)間: 2026-01-06 17:09:44
作者: 石油化工設(shè)備維護(hù)與檢修網(wǎng)
瀏覽: 246
劉宗林,林鎮(zhèn)杰
(福建聯(lián)合石油化工有限公司,福建 泉州 362800)
某公司乙烯裂解氣壓縮機(jī)采用了基于TüV認(rèn)證 SIL3 級(jí)別的具有三重冗余技術(shù)的 Triconex TS3000控制系統(tǒng),人機(jī)界面則采用Intouch9.5組態(tài)的監(jiān)控畫面。壓縮機(jī)共五段壓縮,機(jī)組設(shè)計(jì)了“三返一”“五返四”防喘振系統(tǒng),以提高機(jī)組運(yùn)行的安全性以及穩(wěn)定性。
該壓縮機(jī)組投運(yùn)至今已有10 a,未開展過(guò)喘振線實(shí)測(cè),機(jī)組廠商提供的預(yù)期性能曲線與壓縮機(jī)實(shí)際喘振線存在一定偏差。隨著裂解爐原料輕質(zhì)化不斷推進(jìn),機(jī)組運(yùn)行工況與設(shè)計(jì)也存在偏差,使得現(xiàn)有的防喘振操作點(diǎn)與機(jī)組防喘控制線相鄰較近。在高負(fù)荷下蒸汽波動(dòng)時(shí),容易使喘振閥打開,造成能耗增加;其次,機(jī)組控制系統(tǒng)最初投用時(shí)未經(jīng)過(guò)系統(tǒng)精調(diào),汽輪機(jī)轉(zhuǎn)速控制與壓縮機(jī)入口壓力控制按照傳統(tǒng)模式無(wú)法投自動(dòng)串級(jí)控制,操作人員只能根據(jù)壓縮機(jī)入口壓力的變化調(diào)整汽輪機(jī)轉(zhuǎn)速的控制設(shè)定點(diǎn)。防喘振控制投用自動(dòng)控制時(shí)無(wú)法與壓縮機(jī)入口壓力控制之間進(jìn)行解耦控制,處于獨(dú)立運(yùn)行模式,因此,在正常工況下能夠運(yùn)行正常,但當(dāng)工藝狀況出現(xiàn)大幅波動(dòng)時(shí)需要同時(shí)調(diào)整幾個(gè)回路,手動(dòng)操作較為復(fù)雜,響應(yīng)速度慢,控制精度較差,需要依靠操作人員的經(jīng)驗(yàn)實(shí)施控制。一方面增加了工藝操作人員的操作強(qiáng)度,同時(shí)也給裝置穩(wěn)定性和產(chǎn)品的收率帶來(lái)一定影響。
1 壓縮機(jī)性能控制優(yōu)化
針對(duì)該裂解氣壓縮機(jī)當(dāng)前存在的問(wèn)題,2018年在乙烯裝置大修期間,對(duì)該壓縮機(jī)控制系統(tǒng)進(jìn)行了優(yōu)化。一是通過(guò)開展壓縮機(jī)喘振實(shí)際測(cè)試,以得到更為準(zhǔn)確的喘振線;二是修改壓縮機(jī)控制系統(tǒng)程序,包括性能控制程序、壓力控制器程序、解耦控制器程序、防喘振控制程序等,從而實(shí)現(xiàn)機(jī)組性能全自動(dòng)化控制。
1.1 喘振測(cè)試
壓縮機(jī)組生產(chǎn)廠商提供的預(yù)期性能曲線與壓縮機(jī)實(shí)際喘振線存在一定偏差,如果預(yù)期性能曲線向右偏差,在低負(fù)荷時(shí)由于偏差使防喘振閥開度加大,造成機(jī)組功率增加,蒸汽消耗大,或在高負(fù)荷時(shí)觸發(fā)防喘振保護(hù),影響安全生產(chǎn);如果預(yù)期性能曲線向左偏差則沒(méi)有到喘振線就可能發(fā)生喘振而不能有效保護(hù)機(jī)組。通過(guò)測(cè)試得到準(zhǔn)確的喘振線,既可以保護(hù)機(jī)組,又能使機(jī)組在較經(jīng)濟(jì)、可靠的條件下運(yùn)行。
1.1.1 喘振測(cè)試原理
喘振的發(fā)生與壓縮機(jī)的功率有關(guān),在不同功率下壓縮機(jī)的喘振點(diǎn)是不同的,選取不同功率下的幾個(gè)喘振點(diǎn)連成曲線,即可得到實(shí)際喘振曲線。由汽輪機(jī)帶動(dòng)的機(jī)組其功率與轉(zhuǎn)速成正比,常用轉(zhuǎn)速來(lái)代表功率。
該裂解氣壓縮機(jī)的喘振實(shí)測(cè)在裝置停車前實(shí)施。在停車過(guò)程中隨著裝置負(fù)荷的降低,壓縮機(jī)從較高轉(zhuǎn)速,且壓縮機(jī)入口流量低于喘振最小流量時(shí)開始測(cè)試,逐漸降低負(fù)荷;而后依次降低到不同轉(zhuǎn)速,再進(jìn)行測(cè)試。典型機(jī)組工作點(diǎn)在喘振測(cè)試時(shí)可能發(fā)生的移動(dòng)軌跡如圖1所示。
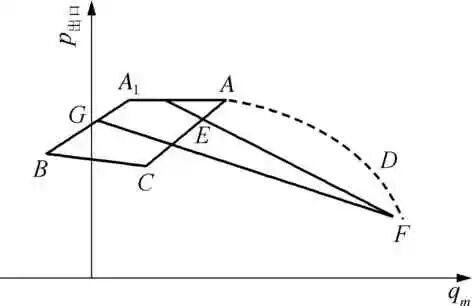
圖1 喘振測(cè)試工作點(diǎn)的典型移動(dòng)軌跡示意
由圖1可知,當(dāng)關(guān)小防喘振閥時(shí),壓縮氣體流量下降,出口壓力上升,入口壓力下降,工作點(diǎn)的移動(dòng)軌跡為曲線中的DA段。隨著工作點(diǎn)接近喘振點(diǎn),防喘振閥關(guān)小,壓縮氣體流量下降,出口壓力上升緩慢或不再上升,工作點(diǎn)的移動(dòng)軌跡為曲線中的AA1段。如果發(fā)生喘振,壓縮氣體流量快速降低、壓縮機(jī)出口壓力降低,入口壓力上升、汽輪機(jī)轉(zhuǎn)速下降,工作點(diǎn)的移動(dòng)軌跡為曲線中的A1B段。如果不能脫離喘振狀態(tài),壓力、入口流量、轉(zhuǎn)速等參數(shù)呈現(xiàn)周期性大幅度的變化。在喘振測(cè)試時(shí),控制系統(tǒng)會(huì)自動(dòng)較大幅度開啟防喘振閥使流量增加,脫離喘振。
通過(guò)對(duì)上述參數(shù)的監(jiān)控可以準(zhǔn)確地確定實(shí)際喘振點(diǎn),從而得到喘振線。喘振線測(cè)試如下:
1) 臨界喘振點(diǎn)測(cè)試。壓縮氣體流量繼續(xù)降低,當(dāng)達(dá)到一定幅度時(shí),這時(shí)流量再降低壓力也不再明顯增加,工作點(diǎn)到達(dá)圖1中的AA1段。實(shí)際流量和出口壓力會(huì)有小幅且頻率較快的波動(dòng),出現(xiàn)該現(xiàn)象時(shí),打開防喘振閥,流量迅速上升,出口壓力降低,機(jī)組擺脫臨界喘振區(qū),結(jié)束測(cè)試,如曲線中的A1EF段。
這種測(cè)試適合機(jī)組廠商提供的性能曲線與壓縮機(jī)實(shí)際運(yùn)行工作點(diǎn)較近的狀況,當(dāng)測(cè)試到AA1段,機(jī)組喘振現(xiàn)象已經(jīng)比較明顯,當(dāng)靠近喘振點(diǎn)A1時(shí),關(guān)小防喘振閥,流量下降,出口壓力不再上升,機(jī)組運(yùn)行的聲音變化也非常明顯,振動(dòng)開始增大。此時(shí)喘振線已經(jīng)能滿足防喘振控制需求,就可以結(jié)束測(cè)試,避免將機(jī)組帶入喘振工況的風(fēng)險(xiǎn)。
2) 喘振點(diǎn)測(cè)試。當(dāng)達(dá)到臨界喘振點(diǎn)后,流量繼續(xù)下降到喘振流量值,這時(shí)出口壓力迅速下降,流量迅速下降,到達(dá)曲線中的A1B段。這時(shí)快速打開防喘振閥,流量迅速上升,機(jī)組擺脫喘振,結(jié)束測(cè)試,如圖1中的A1GF段。
3) 喘振線驗(yàn)證試驗(yàn)。當(dāng)試驗(yàn)中工作點(diǎn)達(dá)到原預(yù)期喘振線上,證明工作點(diǎn)達(dá)到預(yù)期喘振線,不會(huì)發(fā)生喘振,喘振線能起到喘振保護(hù)作用得到驗(yàn)證。也可不再繼續(xù)進(jìn)行測(cè)試,避免機(jī)組進(jìn)入臨界喘振區(qū)或喘振區(qū)。
1.1.2 喘振測(cè)試結(jié)果
喘振測(cè)試嚴(yán)格按照預(yù)定方案實(shí)施,測(cè)試結(jié)果為壓縮機(jī)的二段到五段喘振線保持原設(shè)計(jì)的預(yù)期喘振線,喘振實(shí)測(cè)驗(yàn)證原預(yù)期喘振線滿足安全運(yùn)行條件,根據(jù)工作點(diǎn)在喘振實(shí)測(cè)中的運(yùn)行軌跡,修正了一段喘振線,修正后的喘振線對(duì)比原預(yù)期喘振線向左側(cè)移動(dòng)4%。壓縮一段工作點(diǎn)測(cè)試過(guò)程中運(yùn)行軌跡如圖2所示,2018年10月31日一段喘振測(cè)試記錄見(jiàn)表1所列,一段喘振線、防喘振線修正如圖3所示。
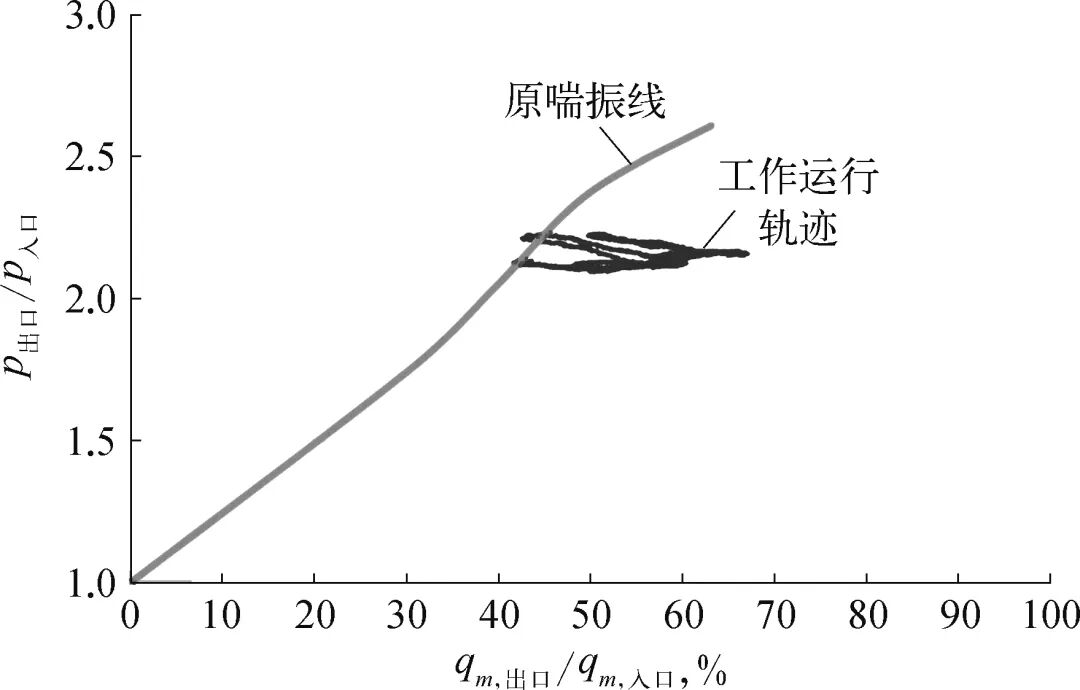
圖2 壓縮機(jī)一段工作點(diǎn)測(cè)試過(guò)程中運(yùn)行軌跡示意
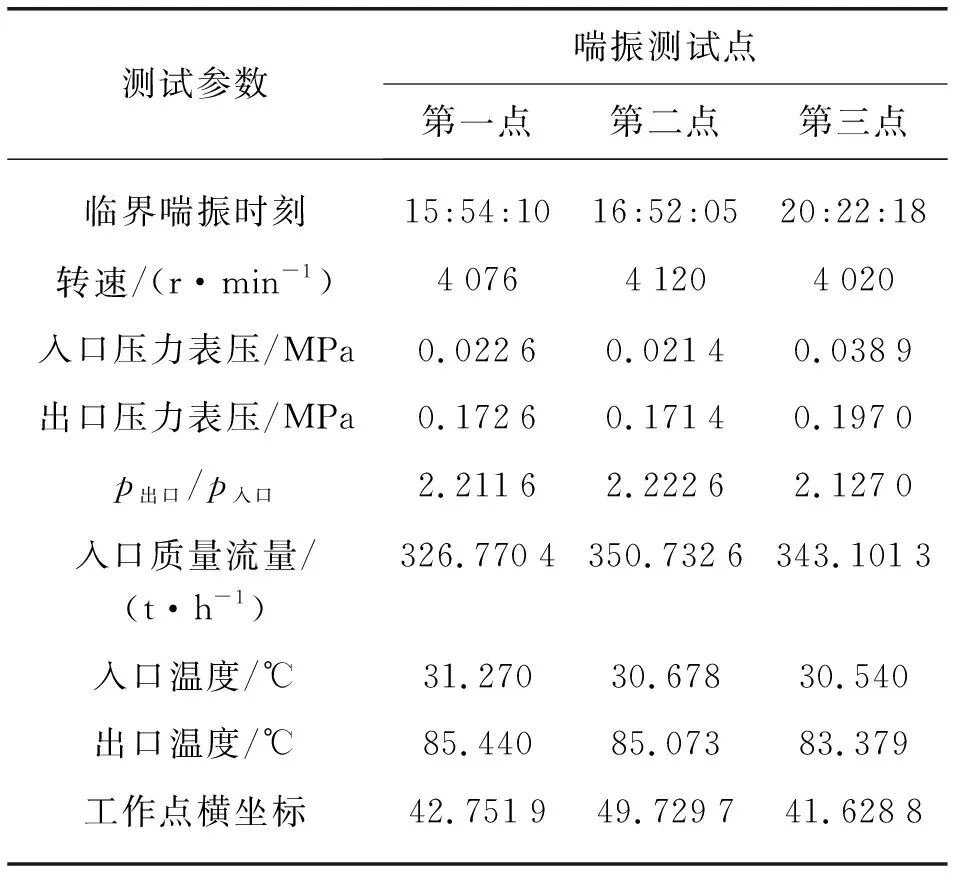
表1 一段喘振測(cè)試記錄(2018-10-31)
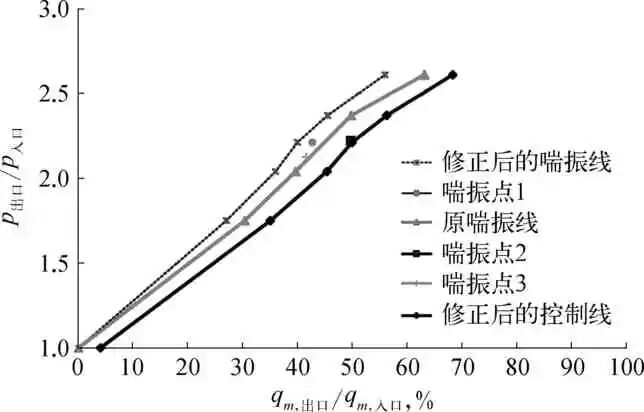
圖3 壓縮一段喘振線和防喘振線修正示意
1.2 性能控制程序優(yōu)化
1.2.1 性能控制概述
性能控制是指以控制壓縮機(jī)的入口壓力、出口壓力或流量為主要參數(shù),通過(guò)速度和防喘振控制的解耦控制在機(jī)組的節(jié)能運(yùn)行情況下來(lái)實(shí)現(xiàn)壓縮機(jī)入口壓力的穩(wěn)定。對(duì)于該裂解氣壓縮機(jī),采用入口壓力作為主控參數(shù)實(shí)現(xiàn)性能控制。
該壓縮機(jī)性能控制由入口壓力控制器、解耦控制器、速度控制器以及防喘振控制器組成。
壓縮機(jī)控制系統(tǒng)如果要長(zhǎng)期穩(wěn)定地運(yùn)行,每個(gè)控制器的參數(shù)設(shè)置必須合適,須要對(duì)防喘振閥進(jìn)行必要的測(cè)試和試驗(yàn),得到各控制器之間的關(guān)聯(lián)參數(shù),用于各控制器的關(guān)聯(lián)程序修改和參數(shù)調(diào)整。性能控制原理如圖4所示。
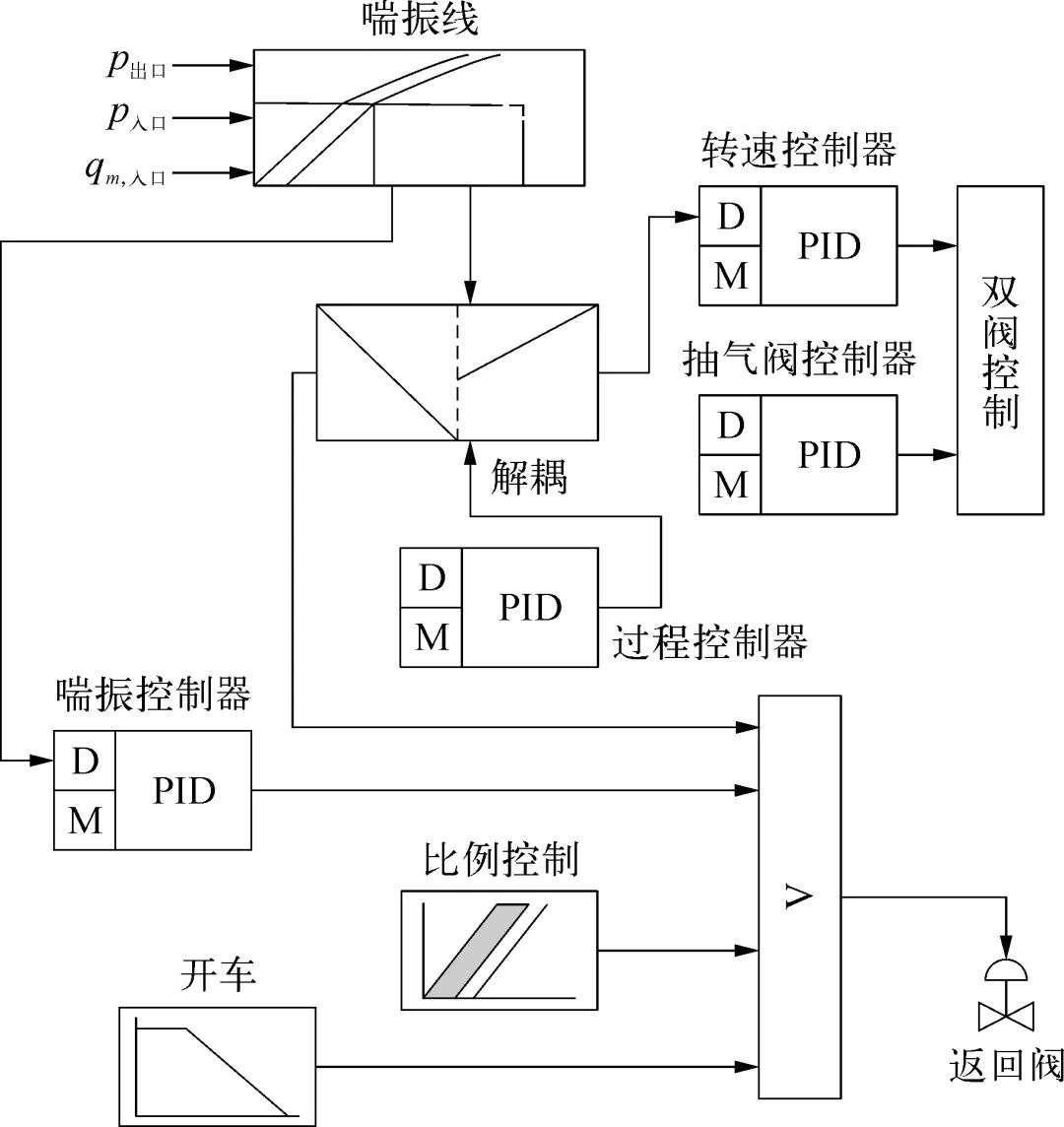
圖4 性能控制原理示意
1.2.2 性能控制程序修改
在裝置大修停車期間,按照性能控制優(yōu)化方案完成了防喘振、速度控制和性能控制程序的優(yōu)化修改工作,增加了防喘振和轉(zhuǎn)速(入口壓力串級(jí)控制)的解耦控制程序,實(shí)現(xiàn)了性能控制優(yōu)化,并通過(guò)了仿真模擬測(cè)試。
1) 入口壓力控制器程序修改。依據(jù)試驗(yàn)和運(yùn)行數(shù)據(jù)分析結(jié)果,調(diào)整性能(入口壓力)控制器程序,設(shè)置控制死區(qū),多組比例、積分按照不同條件自動(dòng)選擇程序等。
2) 解耦控制器程序修改。實(shí)現(xiàn)防喘振閥控制和性能控制的解耦,實(shí)現(xiàn)解耦協(xié)調(diào)控制。依據(jù)偏差大小設(shè)置多組參數(shù),程序按照不同條件自動(dòng)選擇。完善數(shù)據(jù)跟蹤,使性能控制投用和解除都能實(shí)現(xiàn)無(wú)擾動(dòng)切換。
3) 防喘振控制程序修改如下:
a) 修改防喘振控制自動(dòng)調(diào)整參數(shù)邏輯,增加控制死區(qū)。
b) 防喘振閥啟動(dòng)死區(qū)控制。依據(jù)防喘振閥測(cè)試結(jié)果,完善啟動(dòng)死區(qū)控制,即在喘振閥輸出超過(guò)0.5%時(shí),跳開到一個(gè)變量初始值為2%,一個(gè)周期后恢復(fù)自動(dòng)控制,以保證防喘振閥能夠在擾動(dòng)發(fā)生時(shí)快速啟動(dòng),保證響應(yīng)速度。
c) 防喘振閥輸出限制參數(shù)修改。防喘振閥開關(guān)速率選擇,原為固定速率,快開速率為15%/s,慢關(guān)為0.25%/s,修改后的程序?yàn)榘凑詹煌r程序自動(dòng)選擇關(guān)閥速率,達(dá)到在保障機(jī)組安全的情況下,減小防喘振閥的開度對(duì)工藝操作的影響。修改后,關(guān)閥速率設(shè)置裕度大于20%時(shí),閥開度輸出大于50%,關(guān)閥速率為2%/s;裕度小于15%時(shí),閥開度輸出小于50%,關(guān)閥速率為1%/s。
d) 防喘振控制線修改。修改喘振線,依據(jù)喘振測(cè)試結(jié)果修改壓縮機(jī)一段喘振線。
e) 入口壓力開車最大值限制。壓縮機(jī)設(shè)計(jì)入口壓力為23 kPa,如升高到46 kPa,在其他參數(shù)不變的情況下,按照壓縮機(jī)入口流量公式計(jì)算,補(bǔ)償系數(shù)為0.708 6,會(huì)造成工作點(diǎn)的橫坐標(biāo),即壓縮機(jī)入口流量量程百分?jǐn)?shù)減少30%。
為了避免受汽輪機(jī)功率限制,在高負(fù)荷運(yùn)行時(shí),轉(zhuǎn)速不能按照工藝要求提高,即汽輪機(jī)主汽門全開,壓縮機(jī)入口壓力過(guò)高,工作點(diǎn)向喘振方向移動(dòng)過(guò)多,造成防喘振閥打開問(wèn)題。在操作畫面上增加入口壓力最高限制,將參與工作點(diǎn)計(jì)算的壓縮機(jī)入口壓力最高值限制在46 kPa。在該工況下操作最多只會(huì)對(duì)雙烯收率產(chǎn)生影響,但不會(huì)造成機(jī)組防喘振閥在高負(fù)荷下由于轉(zhuǎn)速波動(dòng)而開啟,造成大幅度工藝擾動(dòng)的現(xiàn)象。
f) 速度控制程序修改。增加運(yùn)行時(shí)速度、比例、積分參數(shù)程序自動(dòng)選擇,實(shí)現(xiàn)不同情況下的速度控制的穩(wěn)定。
4) 防喘振閥測(cè)試。在大修停車期間,通過(guò)利用Valvelink軟件,對(duì)防喘振閥開展離線測(cè)試,從而得到了每個(gè)閥門的啟動(dòng)時(shí)間,并確定了防喘振閥的啟動(dòng)死區(qū)。
依據(jù)測(cè)試結(jié)果,綜合分析,得到防喘振閥FV20001啟動(dòng)死區(qū)為2.0%;FV20005閥啟動(dòng)死區(qū)為1.5%。
2 控制系統(tǒng)優(yōu)化效果
在機(jī)組控制系統(tǒng)優(yōu)化完成后,在開工之初,裂解爐投料在低負(fù)荷的時(shí)候投用裂解氣壓縮機(jī)性能控制,并逐步提升裝置負(fù)荷,性能控制平穩(wěn),運(yùn)行穩(wěn)定,達(dá)到了預(yù)期的控制效果。
在低負(fù)荷時(shí)由“三返一”防喘振閥控制入口壓力,實(shí)現(xiàn)由防喘振閥將工作點(diǎn)控制在沿防喘振控制線,達(dá)到壓線控制。機(jī)組轉(zhuǎn)速保持在最低控制轉(zhuǎn)速,當(dāng)負(fù)荷提升,防喘振閥全關(guān)后,由汽輪機(jī)轉(zhuǎn)速串級(jí)控制自動(dòng)調(diào)節(jié)壓縮機(jī)入口壓力。該控制系統(tǒng)優(yōu)化后效果如下:
1) 提升喘振操作裕度。經(jīng)過(guò)喘振測(cè)試驗(yàn)證了各段喘振線是安全可靠的。一段喘振線測(cè)試后確認(rèn)在保證安全的前提下,優(yōu)化了設(shè)計(jì)階段預(yù)留的4%裕度,防喘振線左移4%,擴(kuò)大了機(jī)組的操作范圍。
2) 完善防喘振控制程序。經(jīng)過(guò)防喘振控制程序完善,使防喘振實(shí)現(xiàn)自動(dòng)控制并穩(wěn)定運(yùn)行,既保障了機(jī)組穩(wěn)定運(yùn)行,又使機(jī)組在低負(fù)荷時(shí)防喘振閥開度最小,實(shí)現(xiàn)了節(jié)能并高效運(yùn)行。
3) 提高機(jī)組控制效率。增加了機(jī)組轉(zhuǎn)速和防喘振閥解耦控制,使機(jī)組在低負(fù)荷時(shí)轉(zhuǎn)速和防喘振閥之間的高效調(diào)節(jié),避免機(jī)組轉(zhuǎn)速過(guò)高產(chǎn)生的額外能耗,保障了機(jī)組高效運(yùn)行,同時(shí)保證了機(jī)組入口壓力與轉(zhuǎn)速串級(jí)控制的安全性。
4) 確保入口壓力控制穩(wěn)定。性能控制投用自動(dòng)后,壓縮機(jī)一段入口壓力控制較之前手動(dòng)控制更趨平穩(wěn),減小了波動(dòng)幅度,滿足了控制乙烯裂解爐出口壓力的需求,提高了裂解氣中的雙烯收率,提升了效益。
5) 減小操作人員的操作強(qiáng)度。控制程序優(yōu)化后,提高了機(jī)組的自動(dòng)化控制水平,在投爐和退爐時(shí)減少操作人員操作的頻次,節(jié)約操作時(shí)間,更好地保障了裝置的平穩(wěn)運(yùn)行。
3 結(jié)束語(yǔ)
優(yōu)化前由于汽輪機(jī)長(zhǎng)周期運(yùn)行后效率下降,即使主汽門全開,機(jī)組轉(zhuǎn)速受限,壓縮機(jī)入口壓力依然保持在較高水平,無(wú)法實(shí)現(xiàn)優(yōu)化運(yùn)行。大修后,通過(guò)控制系統(tǒng)優(yōu)化,性能控制的投用,實(shí)現(xiàn)了入口壓力的串級(jí)控制,增加的解耦控制保證了機(jī)組防喘振控制與轉(zhuǎn)速控制的穩(wěn)定性。同時(shí),降低了壓縮機(jī)入口壓力,提高雙烯收率,降低裂解原料的消耗,節(jié)能/降耗效益明顯。按每降低入口壓力6.90 kPa,乙烯收率可提高0.27%,按1.10 Mt/a乙烯產(chǎn)品計(jì)算,乙烯產(chǎn)量增加2 970 t,預(yù)計(jì)可提升效益約1 051.3萬(wàn)元/年。
作者簡(jiǎn)介
作者簡(jiǎn)介:劉宗林(1988—),男,福建泉州人,2011年畢業(yè)于遼寧石油化工大學(xué)自動(dòng)化專業(yè),獲學(xué)士學(xué)位,現(xiàn)就職于福建聯(lián)合石油化工有限公司,主要從事儀表和控制系統(tǒng)技術(shù)管理工作。
來(lái)源:《石油化工自動(dòng)化》雜志2023年第1期


