







發(fā)表時(shí)間: 2026-04-08 09:42:14
作者: 石油化工設(shè)備維護(hù)與檢修網(wǎng)
瀏覽: 114
導(dǎo)讀:作為替代SHS 01020-2004的最新行業(yè)標(biāo)準(zhǔn),SHS 01020-2019于2019年正式發(fā)布實(shí)施,本文將結(jié)合規(guī)程原文與最新故障診斷技術(shù),為設(shè)備管理人員帶來(lái)全面、實(shí)用的解讀。
一、規(guī)程修訂背景與核心變化
1.1 為什么需要修訂?
隨著石油化工工藝裝置的大型化發(fā)展,M型、D型、H型等對(duì)稱平衡型活塞式壓縮機(jī)成為主流配置。原2004版規(guī)程已難以適應(yīng)現(xiàn)代設(shè)備管理需求,主要體現(xiàn)在:
檢修理念滯后:原規(guī)程按固定周期檢修,未充分考慮設(shè)備狀態(tài)監(jiān)測(cè)數(shù)據(jù)
技術(shù)標(biāo)準(zhǔn)更新:部分安裝精度要求與國(guó)際先進(jìn)標(biāo)準(zhǔn)存在差距
智能化缺失:未涵蓋在線監(jiān)測(cè)系統(tǒng)的維護(hù)要求
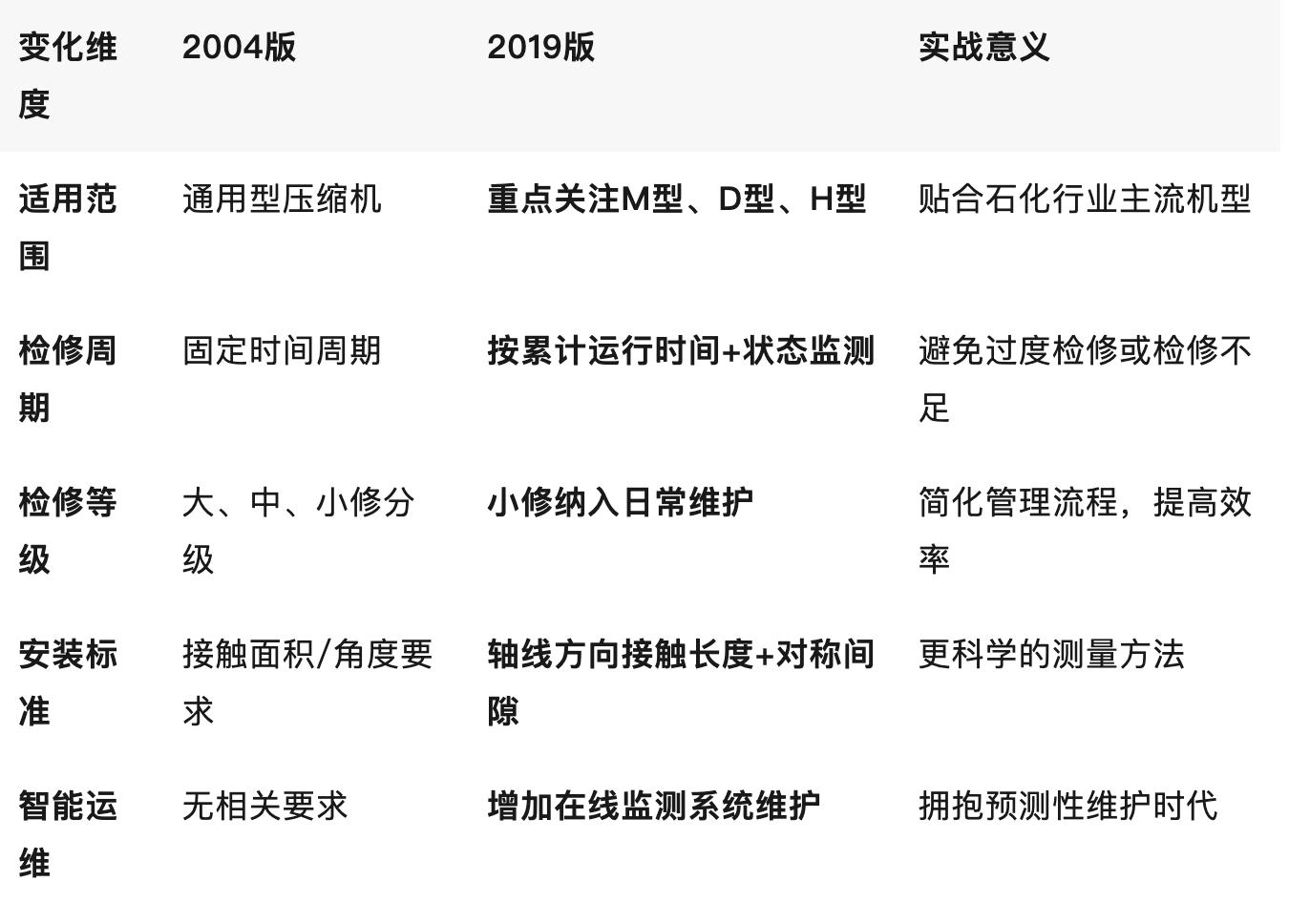
1.2 五大核心變化(劃重點(diǎn)!)
二、適用范圍與規(guī)范性引用
2.1 適用邊界要明確
規(guī)程原文(第1.2條):本規(guī)程適用于石油、化工和氣體工業(yè)設(shè)施用對(duì)稱平衡型(M型、H型、D型等)活塞式壓縮機(jī),其他類型的活塞式壓縮機(jī)可參照?qǐng)?zhí)行。
特別提醒:本規(guī)程不適用于整體齒輪壓縮機(jī)、膨脹機(jī)及海洋平臺(tái)用壓縮機(jī),這些設(shè)備應(yīng)遵循SH/T 3144-2024等專項(xiàng)規(guī)范。
2.2 關(guān)鍵引用標(biāo)準(zhǔn)清單
SH/T 3544 石油化工對(duì)置式往復(fù)壓縮機(jī)組施工及驗(yàn)收規(guī)范
SH/T 3538 石油化工機(jī)器設(shè)備安裝工程施工及驗(yàn)收通用規(guī)范
JB/T 9105 大型往復(fù)活塞壓縮機(jī)技術(shù)條件
GB 50275 風(fēng)機(jī)、壓縮機(jī)、泵安裝工程及施工驗(yàn)收規(guī)范
三、檢修周期與內(nèi)容詳解
3.1 檢修周期確定原則(重大變化!)
規(guī)程原文(第3.1條):活塞式壓縮機(jī)根據(jù)對(duì)設(shè)備運(yùn)行狀況的監(jiān)控、對(duì)故障及其影響分析的結(jié)果、有無(wú)備用設(shè)備并結(jié)合生產(chǎn)裝置運(yùn)行周期,確定設(shè)備的檢修周期,一般為8400~16000h。
實(shí)戰(zhàn)解讀:
? 推薦做法:建立設(shè)備健康檔案,結(jié)合振動(dòng)分析、油液監(jiān)測(cè)等狀態(tài)數(shù)據(jù)動(dòng)態(tài)調(diào)整周期
? 避免做法:機(jī)械執(zhí)行固定周期,忽視設(shè)備實(shí)際狀態(tài)
? 智能升級(jí):可參考最新研究,采用EMD-TEO聲學(xué)診斷、小波分析等技術(shù)實(shí)現(xiàn)預(yù)測(cè)性維護(hù)
3.2 檢修內(nèi)容全景圖(27項(xiàng)要點(diǎn))
根據(jù)規(guī)程第3.2條,檢修內(nèi)容可分為六大模塊:
? 模塊一:氣路系統(tǒng)(3.2.1, 3.2.10, 3.2.27)
吸排氣閥組檢查(閥片、彈簧、密封面)
各級(jí)入口過(guò)濾器清理
單向閥、安全閥調(diào)校
?? 模塊二:潤(rùn)滑系統(tǒng)(3.2.3, 3.2.7)
注油器、油泵、油過(guò)濾器、冷油器清理
根據(jù)油品化驗(yàn)結(jié)果決定是否換油
填料密封性能和刮油器刮油性能檢查
?? 模塊三:冷卻系統(tǒng)(3.2.4, 3.2.19)
冷卻水系統(tǒng)檢查清理
冷卻器、緩沖罐、分離器清掃
? 模塊四:精度檢測(cè)(3.2.8-3.2.13, 3.2.16-3.2.18)
活塞組件檢查(活塞環(huán)、支承環(huán)、活塞桿、活塞)
氣缸鏡面磨損、止點(diǎn)間隙校驗(yàn)
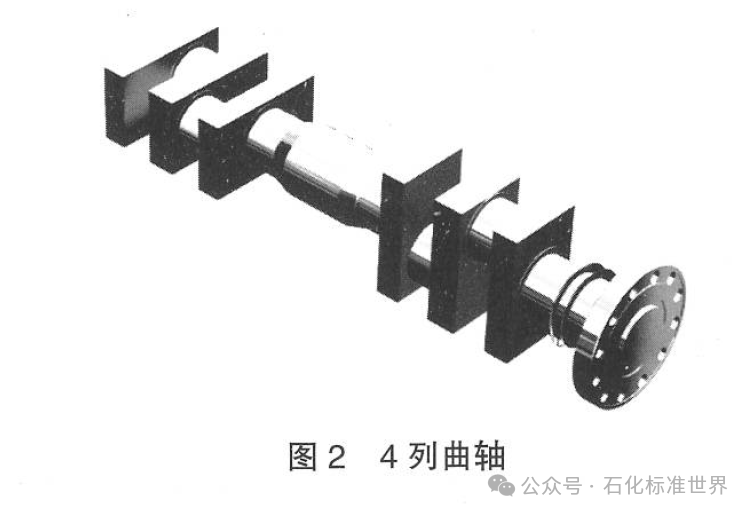
曲軸幾何精度、連桿尺寸精度檢測(cè)
機(jī)體水平狀態(tài)、對(duì)中狀態(tài)檢查
活塞桿跳動(dòng)值檢查(新增重點(diǎn))
? 模塊五:無(wú)損檢測(cè)(3.2.14, 3.2.15)
活塞桿、十字頭銷(xiāo)、連桿體、連桿螺栓、曲軸等無(wú)損探傷
氣缸螺栓、中體螺栓、主軸承緊固螺栓檢查
? 模塊六:智能監(jiān)測(cè)(3.2.26, 新增內(nèi)容)
在線監(jiān)測(cè)系統(tǒng)(活塞桿下沉、機(jī)身振動(dòng)等)模擬測(cè)試
報(bào)警系統(tǒng)功能驗(yàn)證
維護(hù)中對(duì)監(jiān)測(cè)數(shù)據(jù)進(jìn)行評(píng)估
四、檢修程序與質(zhì)量標(biāo)準(zhǔn)(核心技術(shù)章節(jié))
4.1 檢修前準(zhǔn)備——工欲善其事
? 物資準(zhǔn)備清單
表1 工機(jī)具、量具清單(節(jié)選關(guān)鍵項(xiàng))
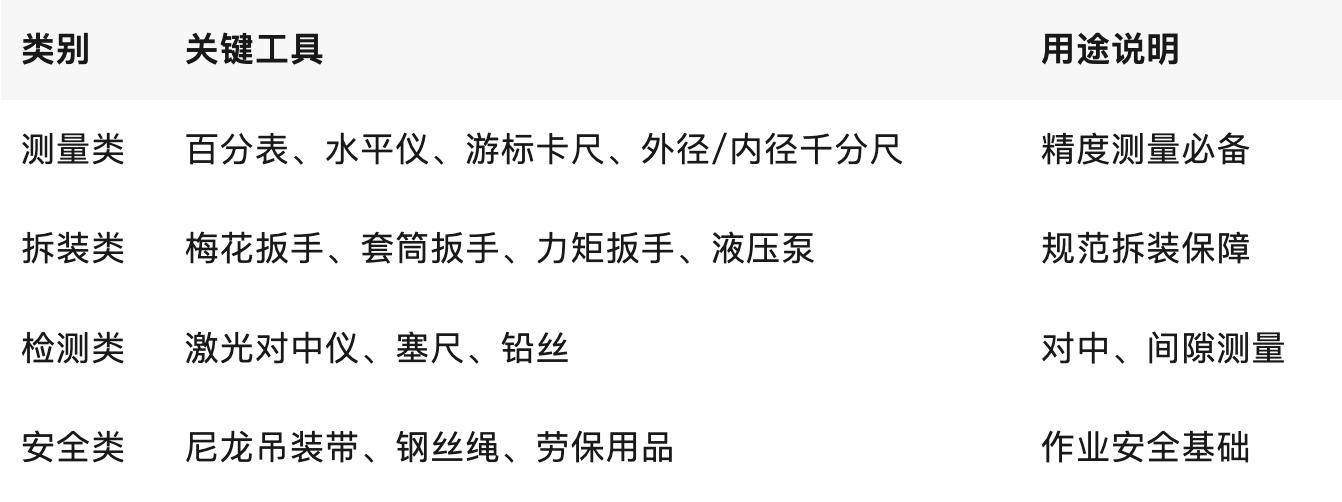
表2 耗材清單(節(jié)選)

4.2 拆卸與檢測(cè)——關(guān)鍵步驟拆解
? 核心部件拆卸順序(4.2.1-4.2.18)
第1步:附屬管線拆卸 → 檢查結(jié)垢與腐蝕
第2步:氣量調(diào)節(jié)執(zhí)行機(jī)構(gòu)、氣閥組件拆檢
第3步:氣缸蓋、曲軸箱上蓋、滑道側(cè)蓋開(kāi)啟
第4步:十字頭與活塞桿連接鎖緊機(jī)構(gòu)拆開(kāi)
第5步:填料、刮油環(huán)組件拆下檢查
第6步:十字頭銷(xiāo)、連桿螺栓拆卸,取出連桿體、十字頭體
第7步:中體滑道、氣缸工作面磨損狀態(tài)檢查
第8步:曲軸臂距差測(cè)量(聯(lián)電機(jī)/脫開(kāi)電機(jī)兩種狀態(tài))
第9-18步:聯(lián)軸器、曲軸、冷卻器、油箱、過(guò)濾器、安全閥等檢查
關(guān)鍵檢測(cè)點(diǎn):
? 活塞桿無(wú)損探傷檢測(cè)(安裝前必做)
? 連桿體、連桿螺栓、十字頭銷(xiāo)無(wú)損探傷檢測(cè)(安裝前必做)
? 主軸頸及曲拐頸無(wú)損探傷檢測(cè)(安裝前必做)
4.3 回裝與質(zhì)量標(biāo)準(zhǔn)——數(shù)據(jù)說(shuō)話
? 4.3.1 機(jī)身調(diào)整與安裝(以4M型為例)

核心精度指標(biāo):

技術(shù)要點(diǎn):曲軸箱(機(jī)身油池)用面粉清理干凈——傳統(tǒng)而有效的清潔工藝!
?? 4.3.2 曲軸及軸承安裝
關(guān)鍵標(biāo)準(zhǔn):
曲軸安裝水平度誤差 ≤0.1mm/m
曲軸軸線對(duì)十字頭滑道軸線的垂直度 ≤0.1mm/m
軸瓦合金層與瓦殼應(yīng)緊密結(jié)合,不得脫殼
軸向接觸長(zhǎng)度不應(yīng)<80%
軸承襯套與軸承座、連桿瓦窩貼合,接觸面積>70%
曲拐臂距差測(cè)量(圖3示意):
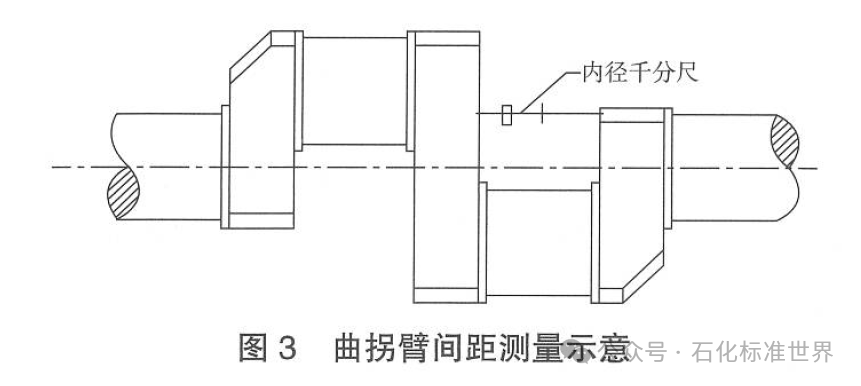
曲拐頸置于0°、90°、180°、270°四個(gè)位置
偏差值不得大于活塞行程的萬(wàn)分之一
? 4.3.3 與電動(dòng)機(jī)的連接(剛性連接)

重要提示:電動(dòng)機(jī)安裝應(yīng)以壓縮機(jī)為基準(zhǔn),對(duì)中數(shù)據(jù)符合要求后方可連接聯(lián)軸器與飛輪。
? 4.3.7 連桿及十字頭安裝

質(zhì)量控制要點(diǎn):
1.無(wú)損檢測(cè):連桿體、十字頭銷(xiāo)安裝前必做
2.合金層檢查:十字頭上下滑履、連桿大頭瓦軸承合金澆鑄質(zhì)量
3.間隙測(cè)量:用塞尺在十字頭與滑道全行程多個(gè)位置測(cè)量間隙
4.螺栓緊固:按隨機(jī)技術(shù)文件要求緊固及防松
5.接觸檢查:新連桿螺栓著色法檢驗(yàn),接觸點(diǎn)斷開(kāi)距離最大不超過(guò)圓周的1/8(45°)
? 4.3.8 接筒、氣缸安裝
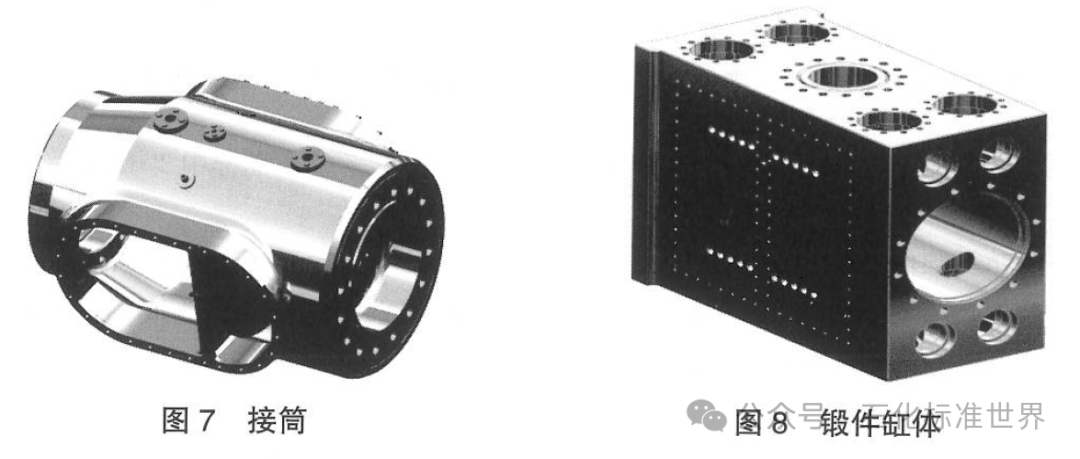
表3 氣缸中心線與十字頭滑道中心線的同軸度偏差

驗(yàn)收依據(jù):以活塞桿跳動(dòng)值作為找正驗(yàn)收依據(jù)!
?? 4.3.9 密封主填料、中間填料、刮油器安裝
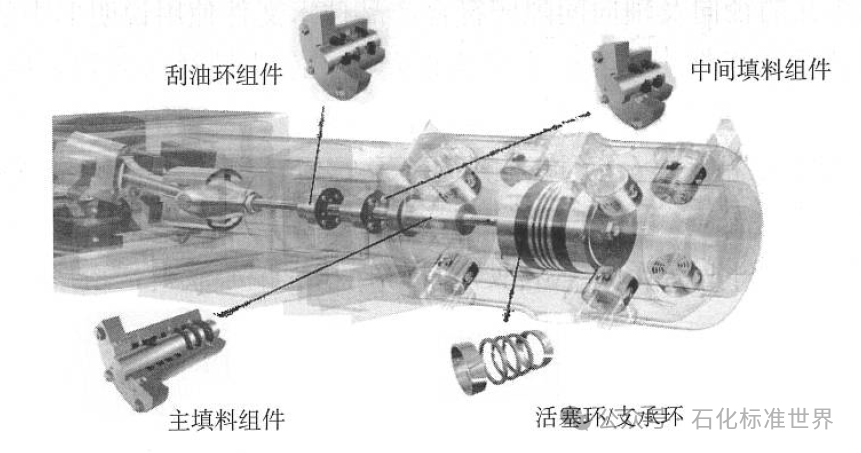
安裝要點(diǎn):
填料部件和刮油器部件全部拆開(kāi)清洗和檢查
拆洗前各組填料應(yīng)在非工作面上做出標(biāo)識(shí)
密封元件裝配關(guān)系及順序不得裝反
刮油環(huán)和活塞桿接觸面不得有溝槽、劃痕
接觸線應(yīng)均勻分布,且大于圓周長(zhǎng)的70%
單向刮油環(huán)刃口應(yīng)朝向機(jī)身方向
? 4.3.10 活塞體、活塞桿、活塞環(huán)安裝

關(guān)鍵控制點(diǎn):
活塞外圓表面及活塞環(huán)槽端面不得有擦傷、銳邊、凹痕和毛刺
活塞桿不得有裂紋、機(jī)械損傷
活塞環(huán)在環(huán)槽內(nèi)應(yīng)轉(zhuǎn)動(dòng)靈活,壓緊時(shí)環(huán)應(yīng)能全部沉入槽內(nèi)
相鄰活塞環(huán)開(kāi)口位置應(yīng)互相錯(cuò)開(kāi),并避開(kāi)氣缸閥腔孔位置
120°片式支承環(huán)安裝時(shí),應(yīng)使支承環(huán)處于正下方位置
活塞桿與十字頭連接后,盤(pán)動(dòng)十字頭檢查:
復(fù)測(cè)十字頭滑板與滑道的間隙
復(fù)測(cè)活塞體在氣缸不同位置的徑向間隙
連接前、后數(shù)值應(yīng)不變
復(fù)測(cè)活塞運(yùn)行到前、后止點(diǎn)的間隙
? 4.3.11 進(jìn)、排氣閥安裝
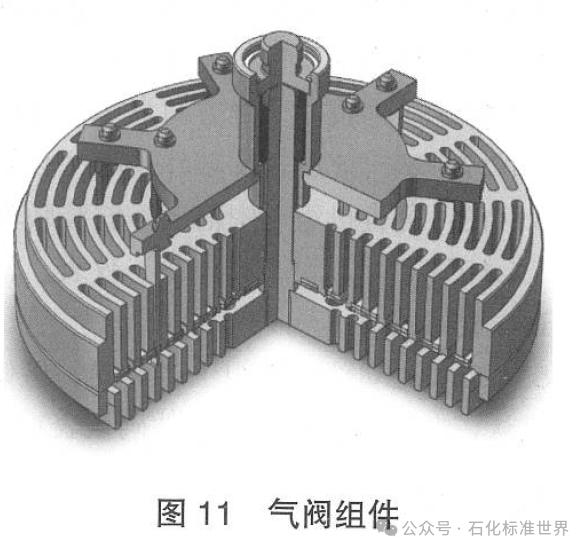
安裝 checklist:
氣閥連接螺栓擰緊,防止松動(dòng)
帶有壓叉的氣閥,壓叉活動(dòng)靈活,無(wú)卡滯
進(jìn)、排氣閥不得裝反
氣閥連接螺栓已緊固、鎖牢
卸荷器和閥片的升程符合規(guī)定
五、試車(chē)與驗(yàn)收——從檢修到運(yùn)行的關(guān)鍵一躍
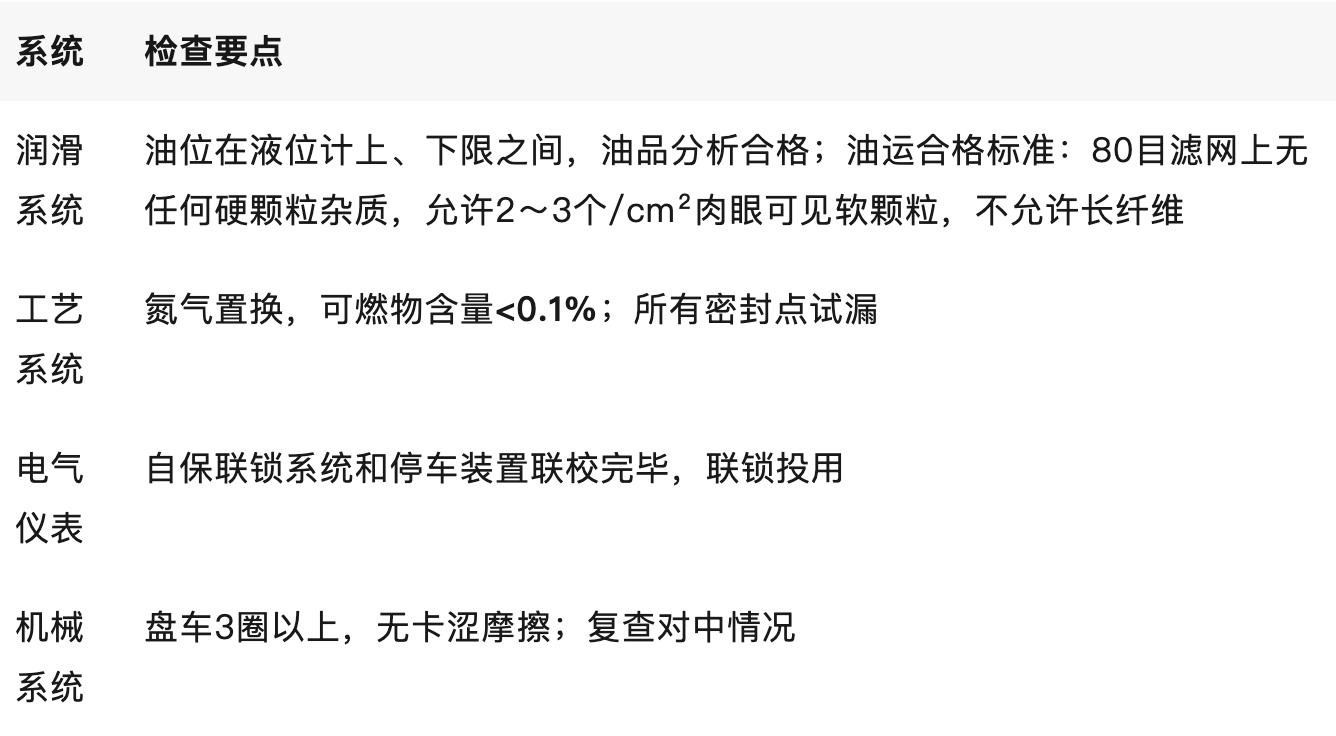
5.1 試車(chē)前準(zhǔn)備(20項(xiàng) checklist)
關(guān)鍵準(zhǔn)備事項(xiàng):
5.2 試車(chē)程序
? 空負(fù)荷試車(chē)(5.2.1)
運(yùn)行參數(shù)監(jiān)控:
滑動(dòng)軸承及十字頭滑道 ≤65℃
滾動(dòng)軸承 ≤70℃
填料溫度 ≤100℃
連續(xù)運(yùn)行1~2h無(wú)異常后,停機(jī)檢查緊固件、摩擦件
? 負(fù)荷試車(chē)(5.2.2)
必檢項(xiàng)目:
盤(pán)車(chē)檢查氣缸異常
通入介質(zhì)檢查密封部位泄漏
檢查各傳動(dòng)件及氣缸異常
檢查主軸軸承、滑道溫度
檢查吸排氣閥溫度
檢查各級(jí)進(jìn)排氣壓力、溫度
檢查填料密封狀態(tài)及刮油器漏油
機(jī)組振動(dòng)符合隨機(jī)文件要求
每30min記錄一次運(yùn)行參數(shù)
5.3 驗(yàn)收標(biāo)準(zhǔn)(5.3)
核心條款:在工作負(fù)荷下連續(xù)運(yùn)行72h后,各項(xiàng)技術(shù)指標(biāo)均達(dá)到設(shè)計(jì)要求或能滿足生產(chǎn)需要。
驗(yàn)收文檔:
1.檢修記錄齊全、準(zhǔn)確
2.達(dá)到完好標(biāo)準(zhǔn)要求
3.按規(guī)定時(shí)間完成檢修、試車(chē)和投運(yùn)資料,移交并歸檔
4.大修后15個(gè)工作日內(nèi),將試車(chē)記錄及驗(yàn)收表掃描錄入設(shè)備管理系統(tǒng)
六、維護(hù)與故障處理——日常運(yùn)維指南
6.1 日常維護(hù)(6.1)
四定原則:
定時(shí)檢查各指示儀表(壓力表、油壓表、溫度計(jì)、油溫表)
定時(shí)巡檢機(jī)組運(yùn)行情況
定時(shí)填寫(xiě)機(jī)組運(yùn)轉(zhuǎn)記錄表
定時(shí)做好設(shè)備清潔衛(wèi)生、安全工作
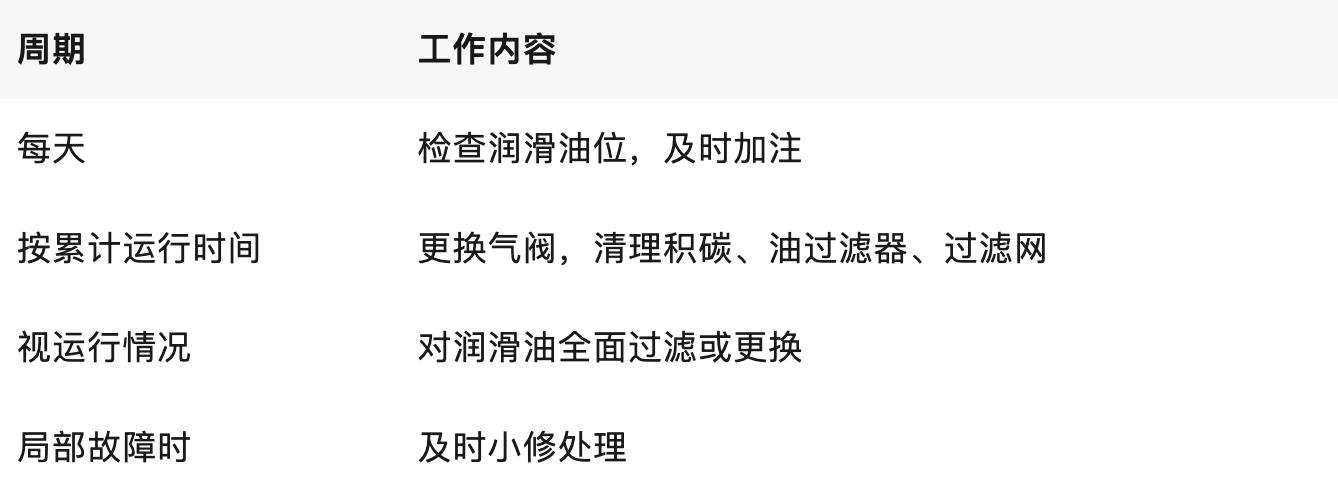
6.2 維護(hù)保養(yǎng)(6.2)
6.3 常見(jiàn)故障與處理(6.3)
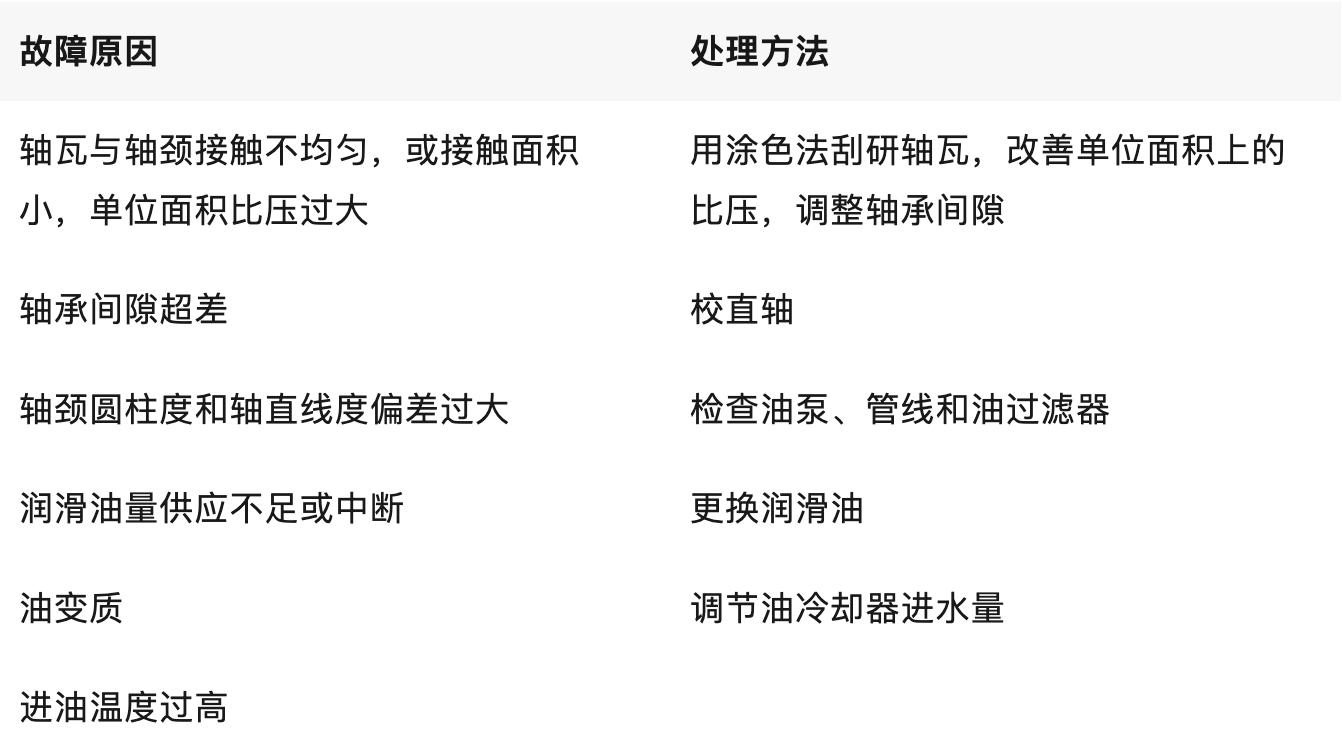
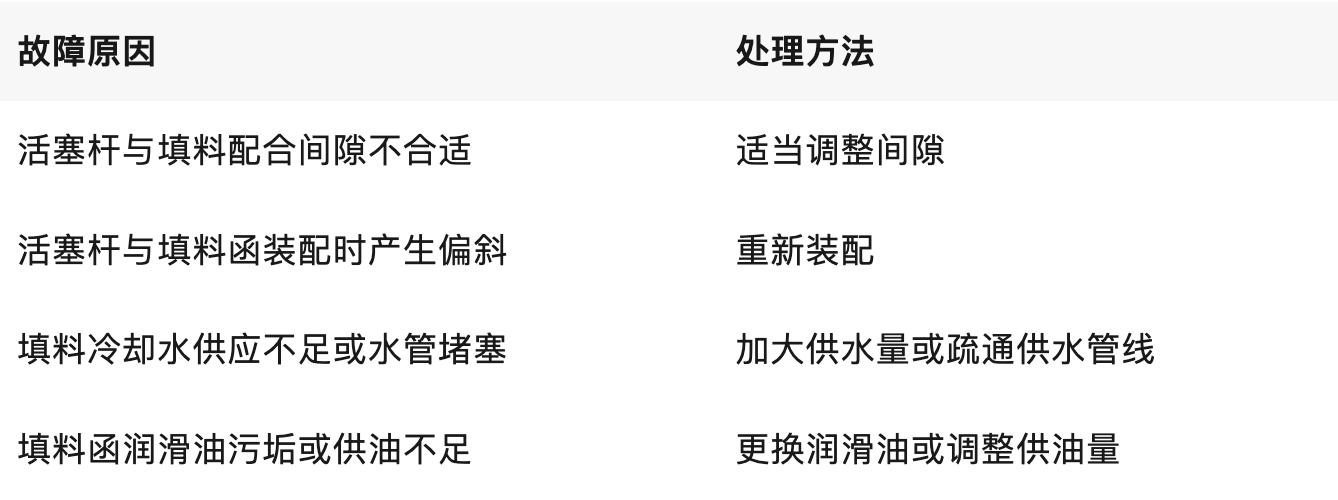
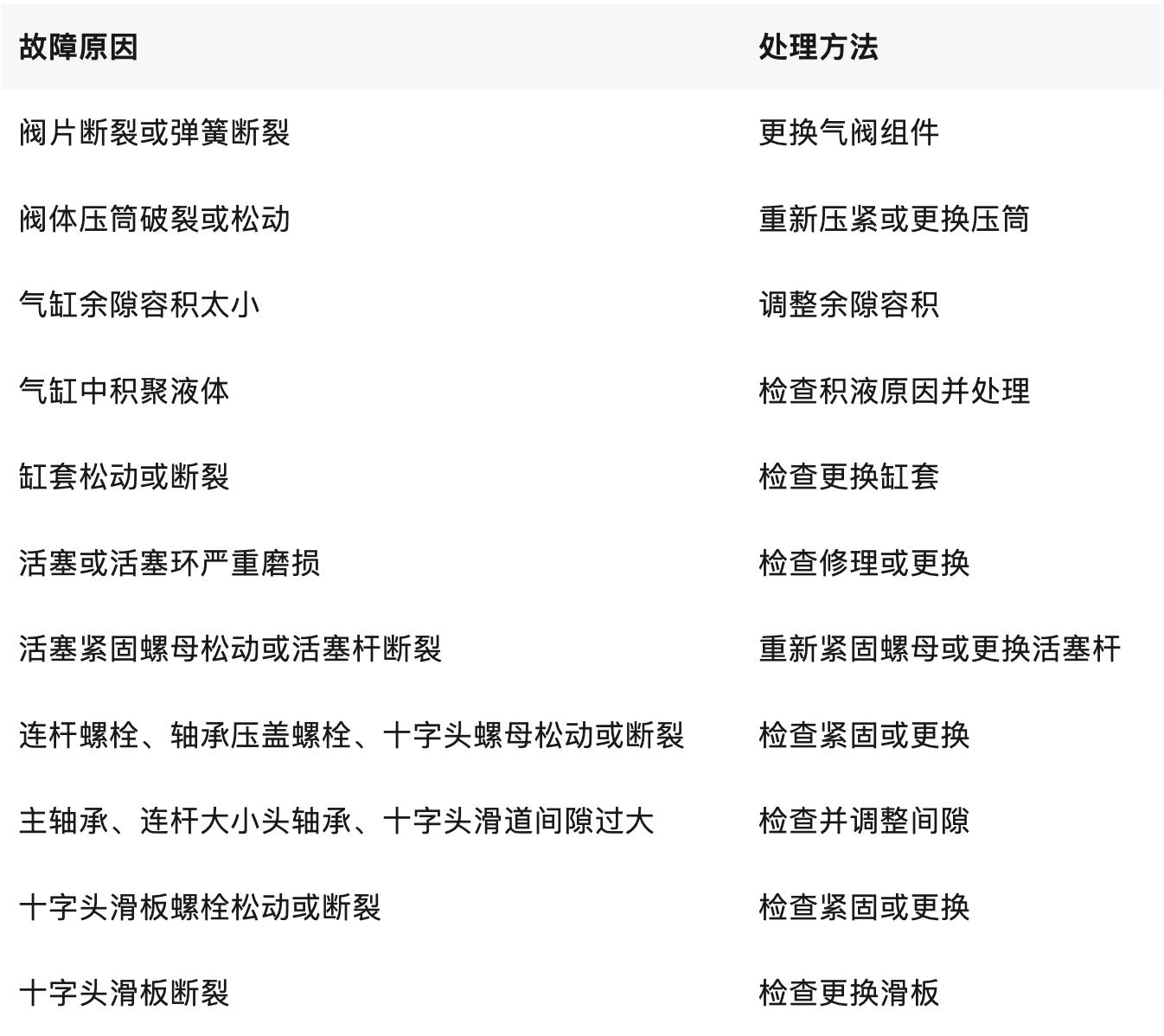
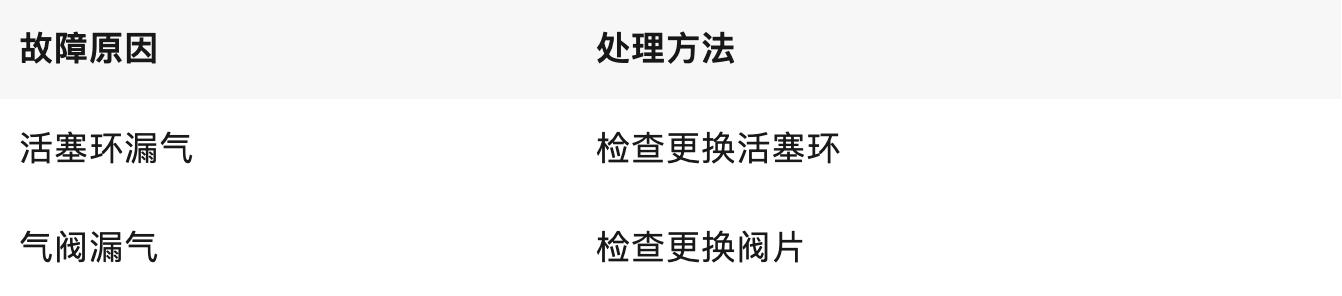
表4 活塞式壓縮機(jī)常見(jiàn)故障與處理方法(精選高頻故障)
? 故障1:軸承溫度高
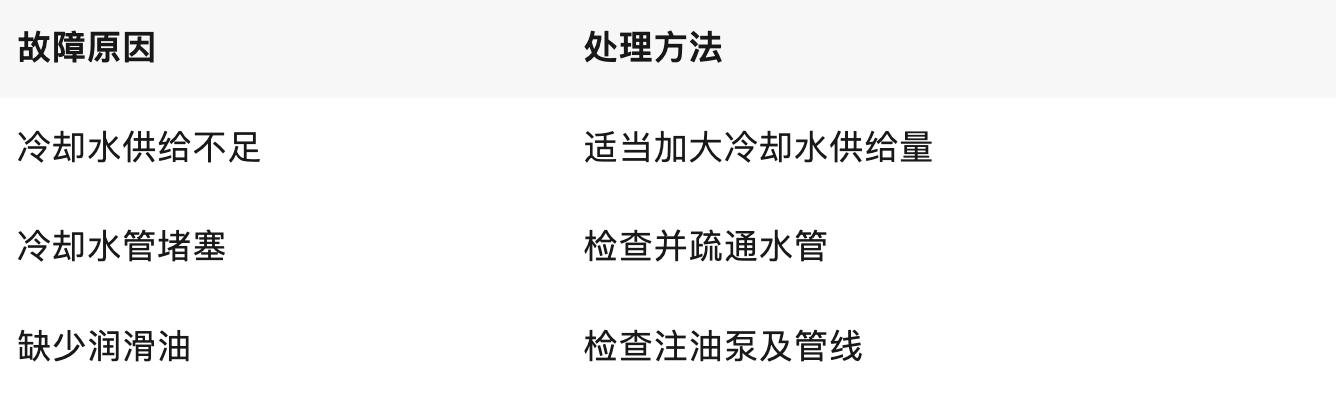
?? 故障2:氣缸溫度高
? 故障3:填料函發(fā)熱
? 故障5:氣缸內(nèi)或運(yùn)動(dòng)部件有異常聲響(復(fù)雜故障)
? 故障9:壓縮機(jī)排氣壓力低
? 故障10:排氣量達(dá)不到設(shè)計(jì)要求

七、附錄表格使用指南
附錄A:活塞式壓縮機(jī)檢修質(zhì)量確認(rèn)表
使用說(shuō)明:
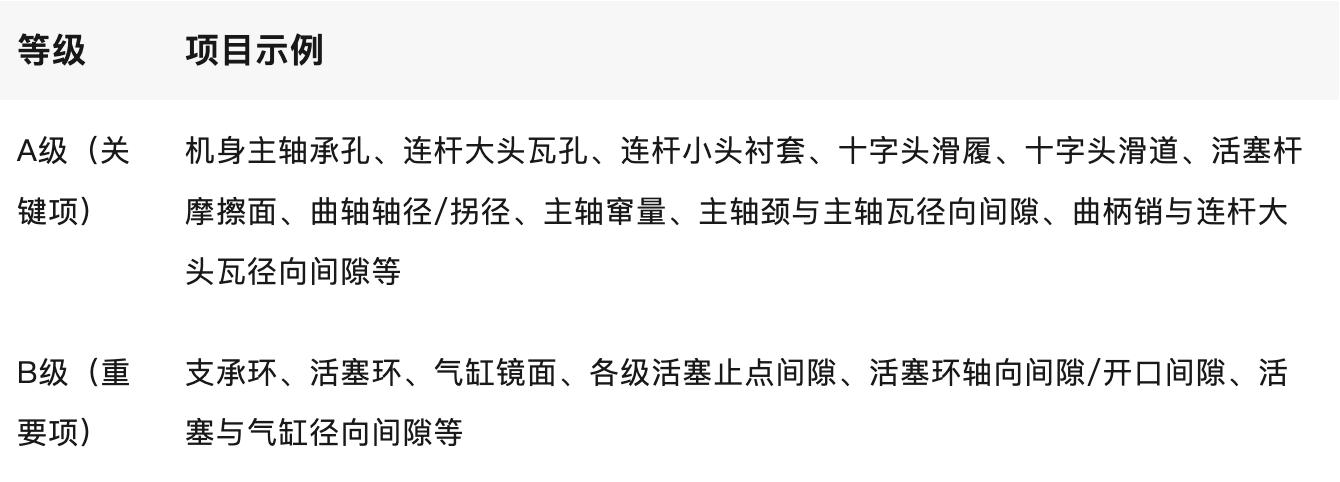
A級(jí):施工單位、生產(chǎn)裝置、設(shè)備管理部門(mén)專業(yè)人員檢查確認(rèn)后簽字
B級(jí):施工單位和生產(chǎn)裝置專業(yè)人員檢查確認(rèn)后簽字
C級(jí):施工單位專業(yè)人員檢查確認(rèn)后簽字
關(guān)鍵控制項(xiàng)目分類:
附錄B:活塞式壓縮機(jī)試車(chē)與驗(yàn)收數(shù)據(jù)記錄表
記錄參數(shù)清單:
電機(jī)電流、前后軸承溫度
壓縮機(jī)軸瓦溫度、填料溫度、填料泄漏溫度
壓縮機(jī)振動(dòng)烈度、進(jìn)氣/排氣壓力、進(jìn)氣/排氣溫度
活塞桿沉降、潤(rùn)滑油壓力/溫度、潤(rùn)滑油站過(guò)濾器壓差
管理要求:三方簽字(施工單位、管理單位、使用單位)驗(yàn)收后交付生產(chǎn)使用。
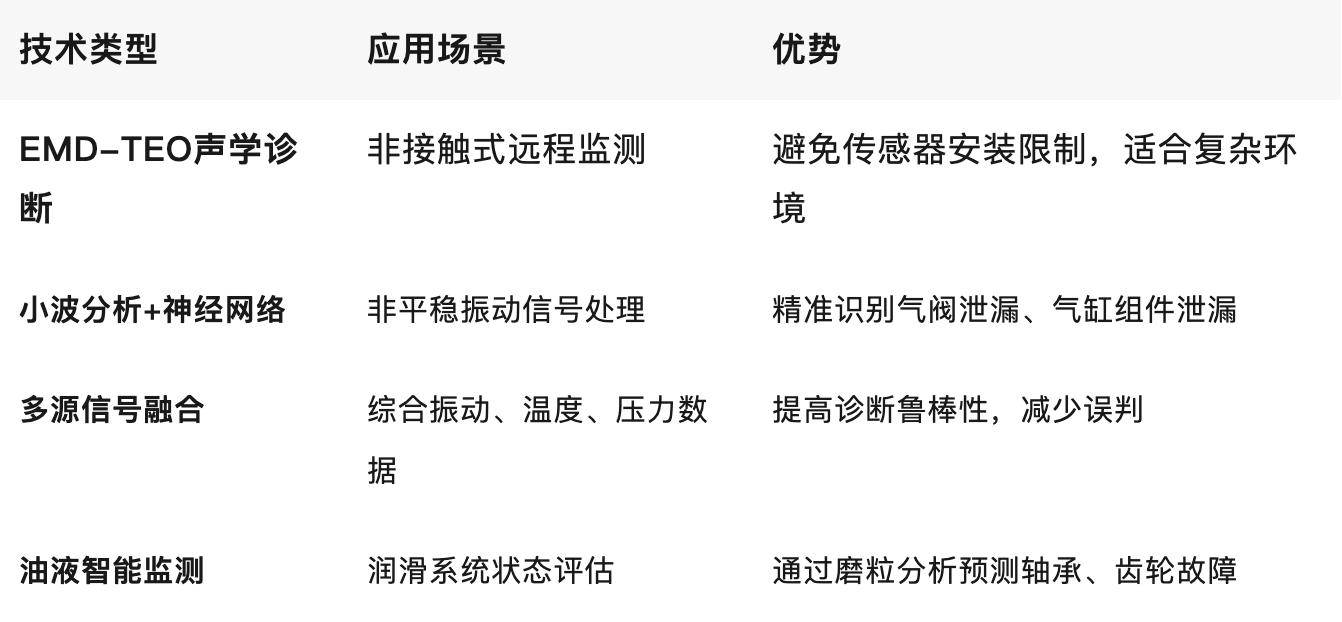
八、智能化升級(jí)建議——超越規(guī)程的前瞻思考
雖然SHS 01020-2019已納入在線監(jiān)測(cè)系統(tǒng)維護(hù)內(nèi)容,但結(jié)合最新技術(shù)發(fā)展,建議設(shè)備管理人員關(guān)注:
8.1 先進(jìn)故障診斷技術(shù)
8.2 數(shù)字化管理建議
1.建立設(shè)備數(shù)字孿生:將檢修數(shù)據(jù)、運(yùn)行參數(shù)、故障記錄關(guān)聯(lián)分析
2.實(shí)施預(yù)測(cè)性維護(hù):基于狀態(tài)監(jiān)測(cè)數(shù)據(jù),從"到期修"轉(zhuǎn)向"狀態(tài)修"
3.知識(shí)庫(kù)建設(shè):積累故障案例,形成專家系統(tǒng)
4.移動(dòng)化應(yīng)用:開(kāi)發(fā)檢修作業(yè)APP,實(shí)現(xiàn)現(xiàn)場(chǎng)數(shù)據(jù)實(shí)時(shí)錄入
結(jié)語(yǔ)
SHS 01020-2019《活塞式壓縮機(jī)維護(hù)檢修規(guī)程》的發(fā)布實(shí)施,標(biāo)志著我國(guó)石化行業(yè)往復(fù)壓縮機(jī)檢修管理從"經(jīng)驗(yàn)驅(qū)動(dòng)"向"數(shù)據(jù)驅(qū)動(dòng)"的重要轉(zhuǎn)變。作為設(shè)備管理人員,我們既要嚴(yán)格遵循規(guī)程要求,確保檢修質(zhì)量;也要積極擁抱智能化技術(shù),不斷提升設(shè)備管理水平。
記住三個(gè)關(guān)鍵數(shù)字:
8400~16000h:檢修周期參考范圍
≤0.05mm/m:機(jī)身水平度控制精度
72h:負(fù)荷試車(chē)驗(yàn)收連續(xù)運(yùn)行時(shí)間
希望本文能為您的實(shí)際工作提供有價(jià)值的參考。如有疑問(wèn)或需要進(jìn)一步交流,歡迎在評(píng)論區(qū)留言討論!
參考資料:
1.SHS 01020-2019《活塞式壓縮機(jī)維護(hù)檢修規(guī)程》
2.SH/T 3144-2024《石油化工離心、軸流壓縮機(jī)工程技術(shù)規(guī)范》
3.韓平,許鑫鑫.往復(fù)式壓縮機(jī)故障診斷技術(shù)[J].Engineering Management and Technology Research,2025
4.多源信號(hào)融合往復(fù)式壓縮機(jī)故障診斷方法[J].2023
信息來(lái)源:石化標(biāo)準(zhǔn)世界


